押出技術
航空・宇宙分野など、さまざまな要求品質に対応する押出技術
押出材は、自動車用熱交換器のラジエータ、コンデンサーからレジャー用品、輸送機器、航空機まで幅広く活用されています。UACJは、大型クラスとなる5,600トン押出プレス機や高力材押出に適した間接押出プレス機を複数保有し、航空機材やオートバイのフロントフォークなどの極めて⾼い品質が要求される押出製品に対応しています。
アルミ押出材の製造工程
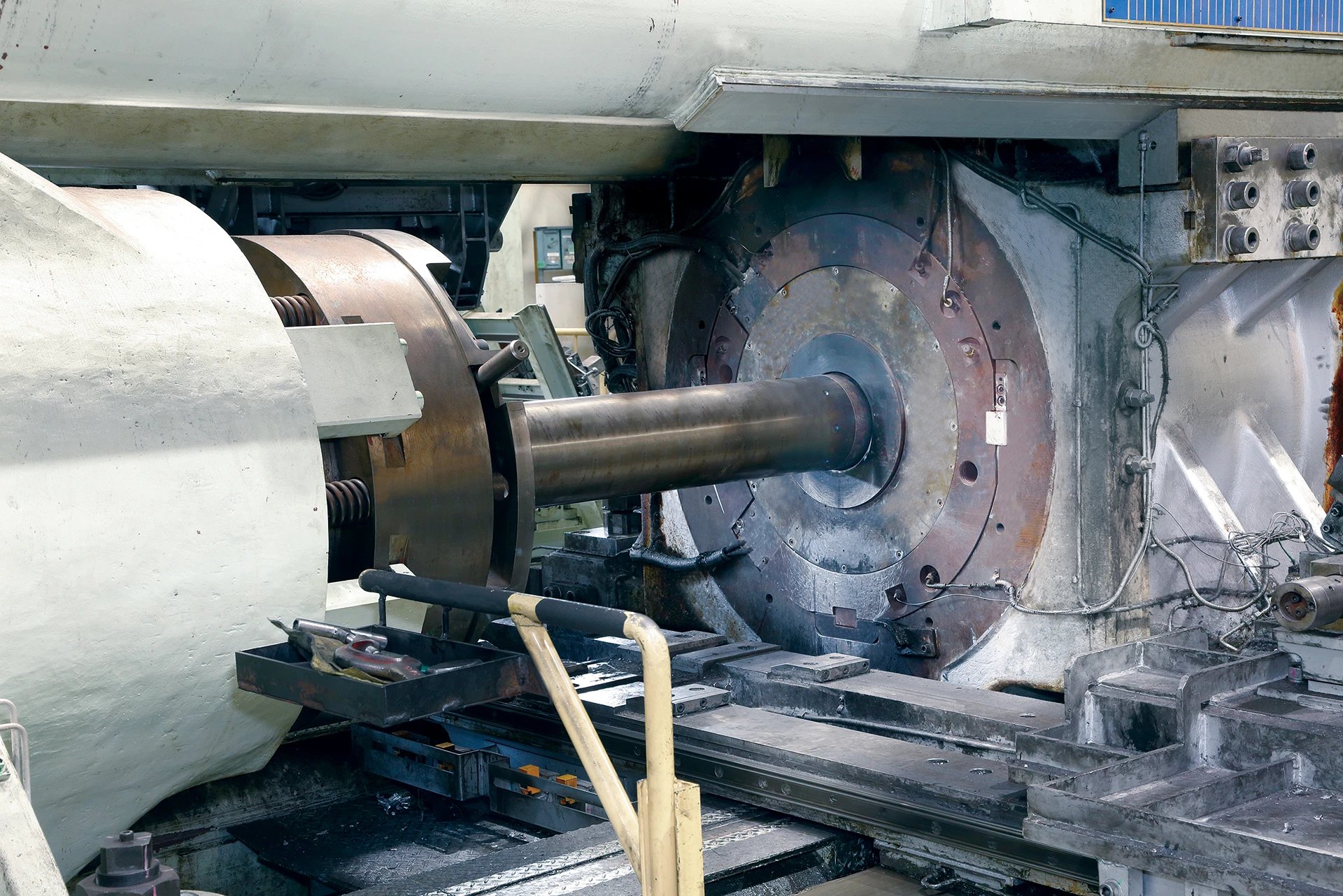
押出はビレットと呼ばれるアルミニウムの塊を350~550℃に加熱し、押出機を用いて強い圧力を加え、いろいろな形をしたダイス穴から押出して、管・棒・形材のさまざまな断面形状をもった製品を作ります。
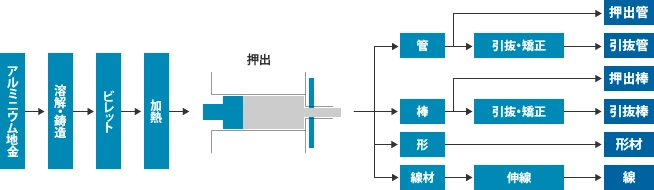
溶解・鋳造
新地金やリサイクル原料を溶解し、決められた成分のアルミ合金のビレットを作ります。鋳造サイズは押出材の大きさに合わせています。

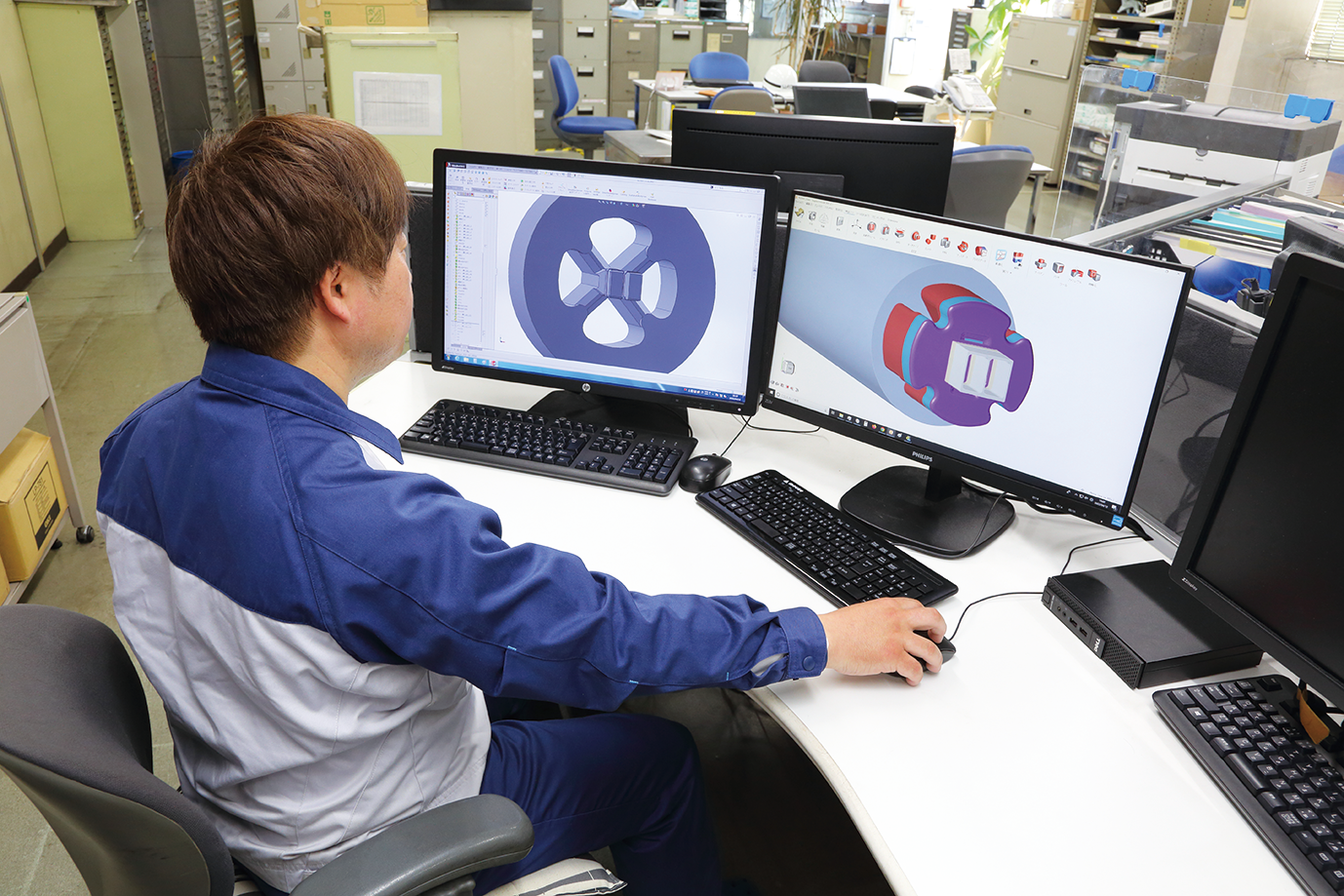
押出・ダイス設計
押出に使用するダイスの設計には、最新鋭のCADシステムを導入し、製品形状に最適なダイス設計に取り組んでいます。
このようなダイスを用いて、熱間で金型を通すことにより各種形状に加工します。


押出の種類
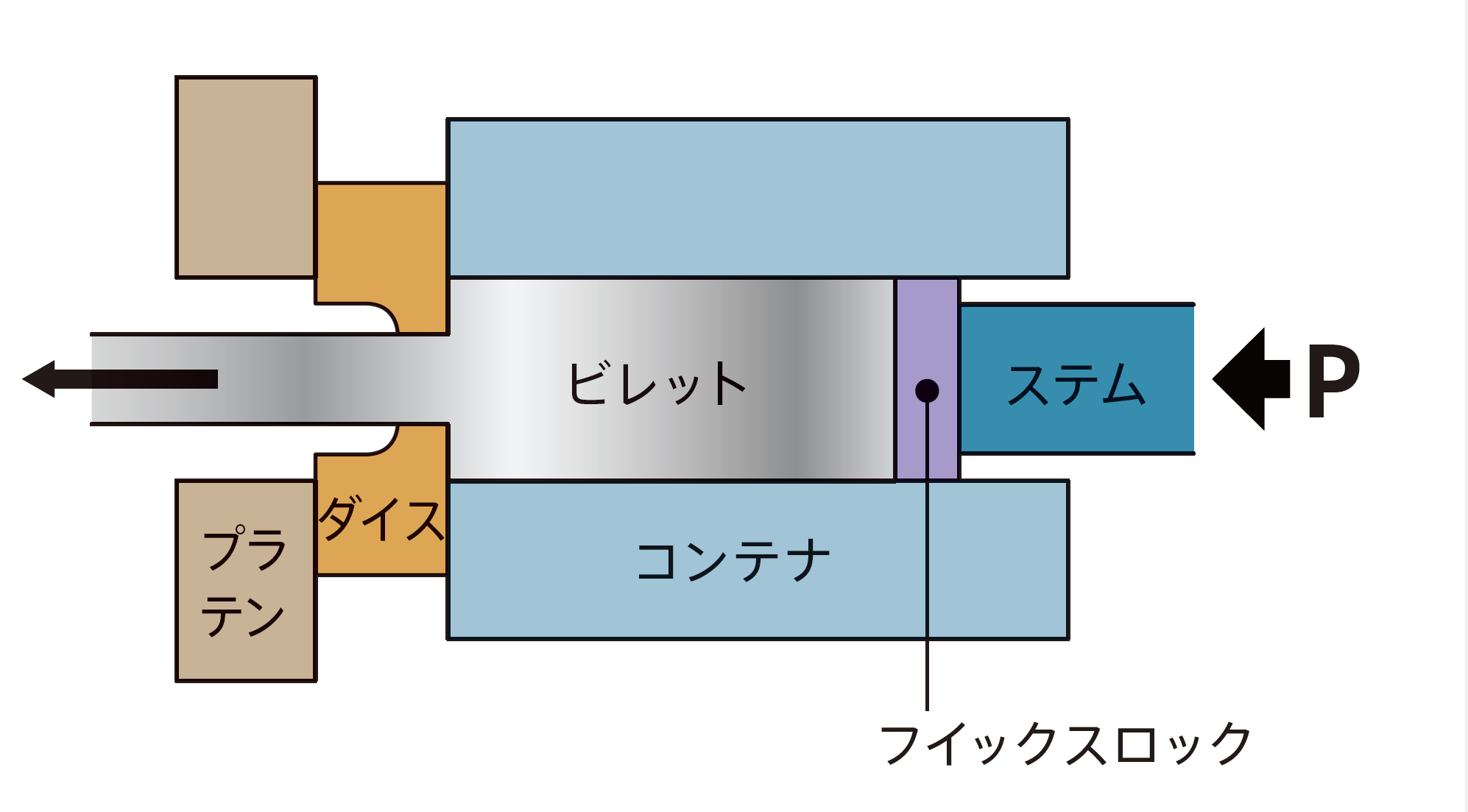
直接押出
- ダイスとコンテナを固定し、ビレットをダイスに押し付けて押し出す方式
- 一般の管、棒、形材の多くはこの直接押出により製造
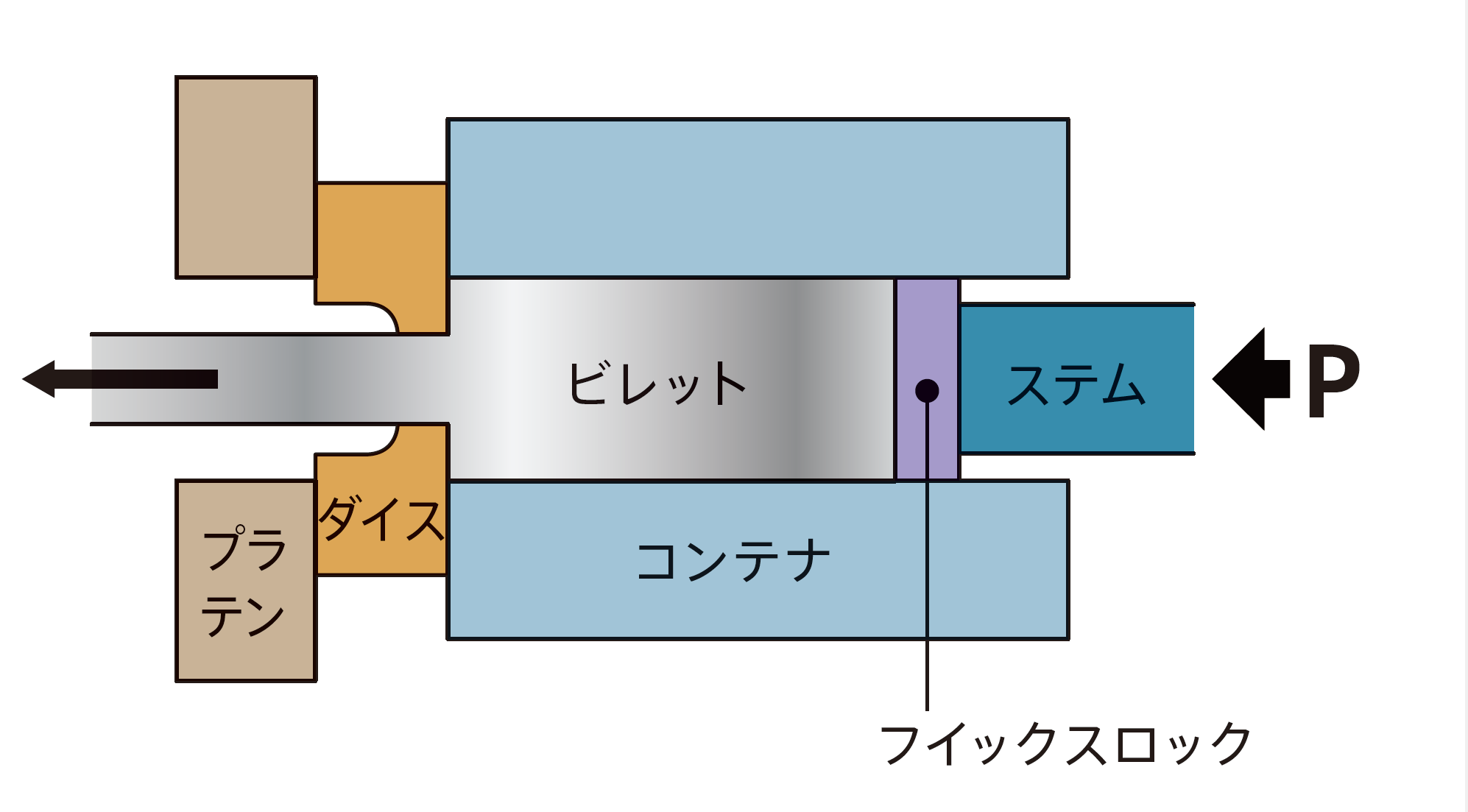
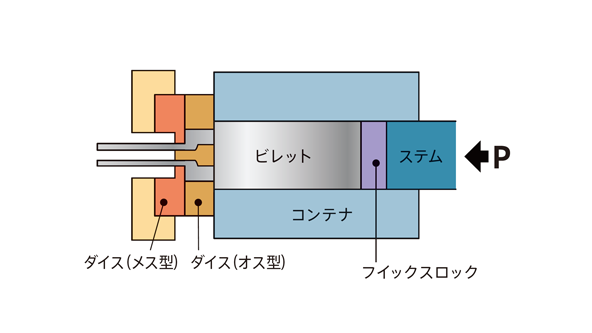
間接押出
- コンテナを固定し、タイスをビレットに向かって動かし押し出す方式
- ビレットとコンテナの摩擦が少なく、金属組織が均一で高強度材の製造に適している
- 均一な変形と温度分布により、寸法精度の高い製品が製造可能
ホロー形状の押出
マンドレル
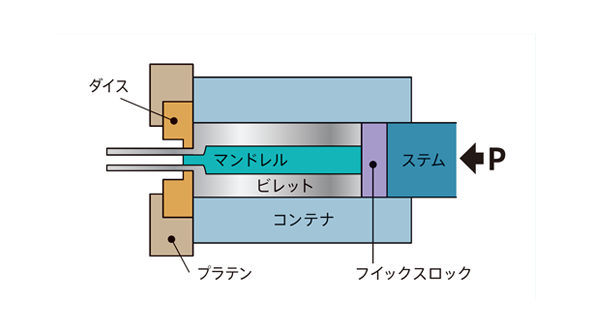
- ダイスの中心にマンドレル(心棒)を設置し、ビレットを押し出すことで中空材(管)を製造
- 均一な肉厚や滑らかな内面が得られる
ポートホール
- 中空形状の形材を製造
- 複雑な断面形状を効率的に製造可能
仕上
押出後は、冷間で引き抜き加工を行い寸法精度や強度を高める抽伸や、材料の曲がり等の矯正、要求に合わせた強度調整を行う熱処理等を行います。




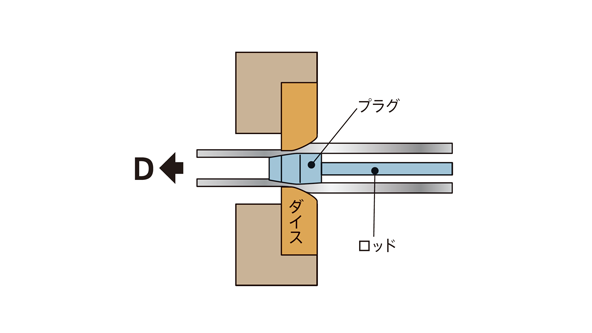
抽伸方法
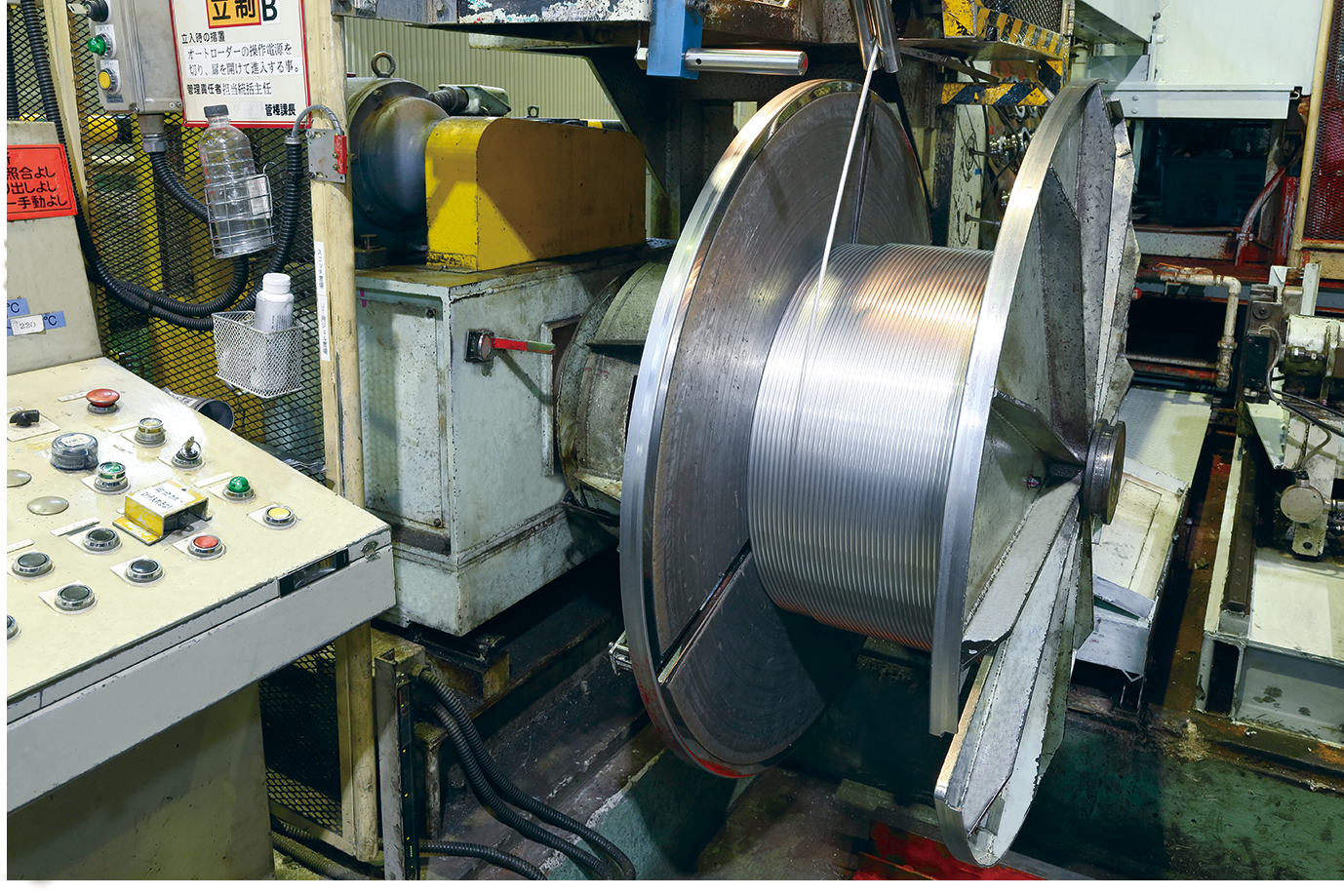
ブルブロック抽伸
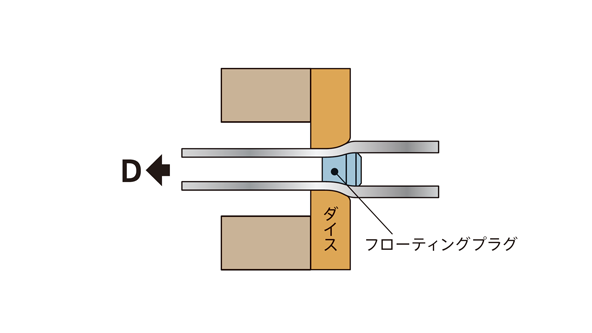
- ダイスとフローティングプラグの間を通して引き延ばし、寸法精度、表面品質、機械的強度を高める
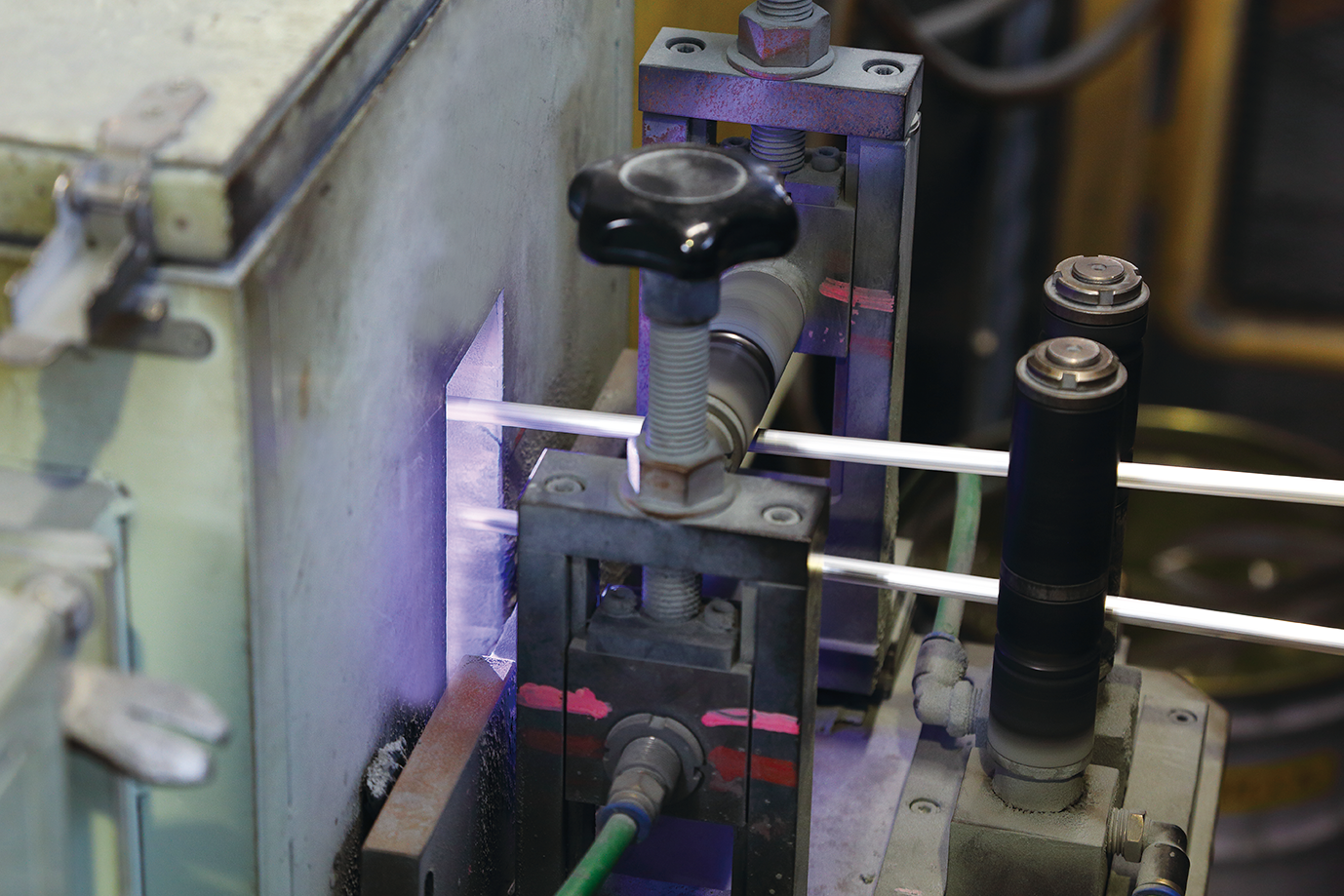
ベンチ式抽伸
- 長尺のパイプをダイスを通して引き抜き、高い寸法精度と優れた表面品質のパイプを製造