押出製品
押出クラッド材

特長
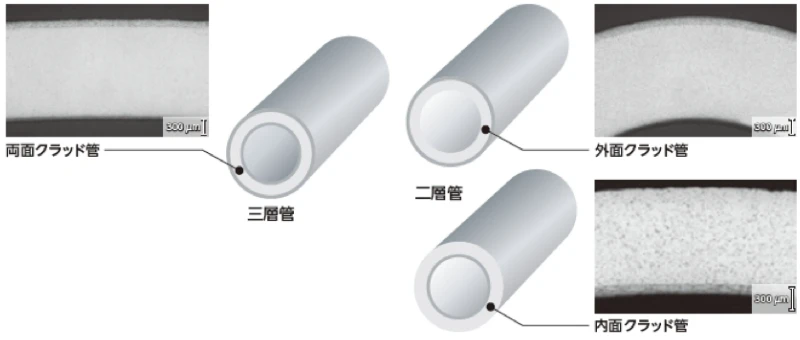
- 芯材とクラッド層は金属結合で継ぎ目が無く、耐圧強度や拡管・転管・曲げ加工性に優れます。
- 外面、内面の二層クラッド管はもとより、内外面の同一および異なる合金の三層クラッド管の製造が可能です。
- 樹脂などの異素材を使わず、アルミニウムの多層構造のためリサイクル性に優れます。
クラッド材の活用例
芯材およびクラッド層に使用する材質の組み合わせは自由度が高く、さまざまな機能を付加することができます。棒材や単純な形材にもクラッド層を付加し、機能向上が可能です。
クラッド材の活用例
- 耐食性向上→7072合金のクラッド層
- 耐水素脆化→6061合金のクラッド層
- 耐摩耗性向上、ろう材→4000系合金のクラッド層
- 高強度化→5000系合金の芯材
クラッド材の組み合わせ例
- FCV向け配管(芯材3003+外面クラッド7072+内面クラッド層6061)=耐食性+耐水素脆性
- エンジン部品向け棒材(芯材5056+外面クラッド層7072)=高強度+耐食性
- ギアケース用形材(芯材6063+内外クラッド層4112)=高押出性+耐摩耗性
燃料電池車(FCV)向け配管用クラッド材料の例
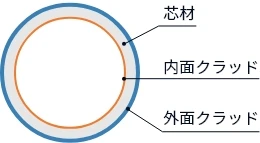
| 層 | 材質 | 特性 |
|---|---|---|
| 外面クラッド | 7072 | 耐食性 |
| 芯材 | 要相談 | 強度、成形性 |
| 内面クラッド | 6061 | 耐水素脆性 |
- 外面は耐食性向上、内面は耐水素脆性向上が狙い
ギアケース用クラッド材料の例
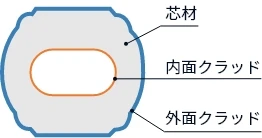
| 層 | 材質 | 特性 |
|---|---|---|
| 外面クラッド | 4112 | 耐食性 |
| 芯材 | 6063 | 強度、成形性 |
| 内面クラッド | 4112 | 耐水素脆性 |
エンジン部品用クラッド材料の例
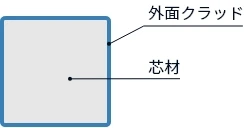
| 層 | 材質 | 特性 |
|---|---|---|
| 外面クラッド | 7072 | 耐食性 |
| 芯材 | 5056 | 高強度 |